Применение волоконного лазера при сварке выводов в аккумуляторных батареях с мягкой упаковкой в основном включает сварку выводов и сварку корпусов.
Выводы аккумуляторов с мягкой упаковкой обычно изготавливаются из меди и алюминия толщиной от 0,1 до 0,4 мм. Из-за последовательного и параллельного соединения разного количества отдельных ячеек будет существовать несколько типов сварки одинаковых или разнородных материалов. Для одного и того же материала, будь то медь или алюминий, мы можем выполнить хорошую сварку. Однако для разнородных материалов меди и алюминия в процессе сварки будут образовываться хрупкие соединения, что требует минимизации тепловложения во время сварки, чтобы уменьшить образование хрупких соединений. В то же время наше направление сварки должно быть от алюминия к меди. Кроме того, убедитесь, что выводы плотно прижаты друг к другу, а между выводами и шиной, чтобы гарантировать, что зазор между слоями находится в указанном диапазоне.
Типичный рисунок сварного шва: колеблющаяся волнистая линия
Распространенные материалы и толщины для сращивания:
0,4 мм Al + 1,5 мм Cu
0,4 мм Al + 0,4 мм Al + 1,5 мм Cu
0,4 мм алюминий + 0,3 мм медь + 1,5 мм медь
0,3 мм Cu + 1,5 мм Cu
Медь 0,3 мм + Медь 0,3 мм + Медь 1,5 мм
Ключевые моменты, обеспечивающие качество сварки:
1. Убедитесь, что зазор между выводами и шиной находится в указанном диапазоне.
2. Методы сварки следует смягчить, чтобы уменьшить образование хрупких соединений в процессе сварки.
3. Комбинация типов материалов и методов сварки.
В настоящее время материалом оболочки в основном является алюминиевый сплав серии 5+6. В этом случае обычно используется высокомощный многорежимный лазер + высокоскоростная головка гальвосканера или поворотная сварочная головка в процессе лазерной сварки, в обоих случаях можно получить лучшие результаты сварки. Если для прочности и других эксплуатационных характеристик используются алюминиевые сплавы серии 6 + 6 или более высокого класса, можно использовать сварку присадочной проволокой, но сварка присадочной проволокой требует не только дорогой сварочной головки подачи проволоки, но и увеличивает количество сварочных проволок. Этот расходный материал не только увеличивает стоимость производства и эксплуатации, но и увеличивает затраты на управление расходными материалами. В этом случае мы также можем попробовать использовать лазеры с регулируемым модовым лучом для получения хорошей сварки.
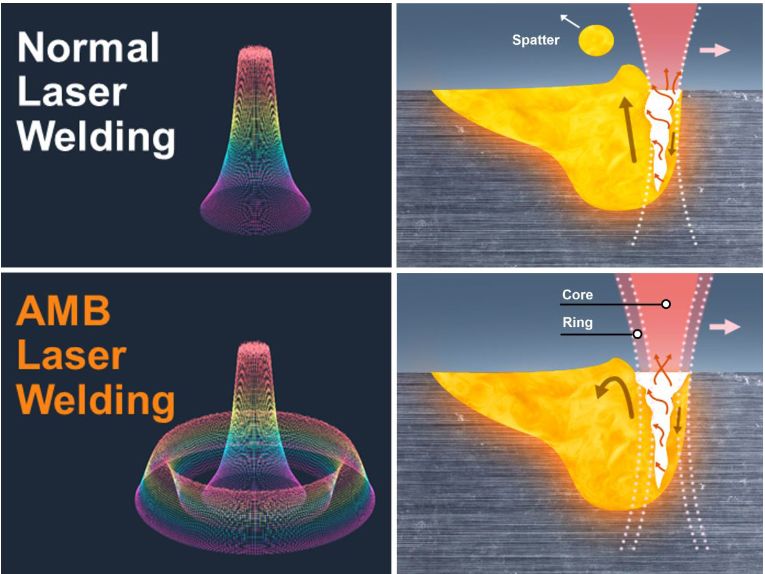
Лазеры с регулируемым модовым лучом (AMB) IPG
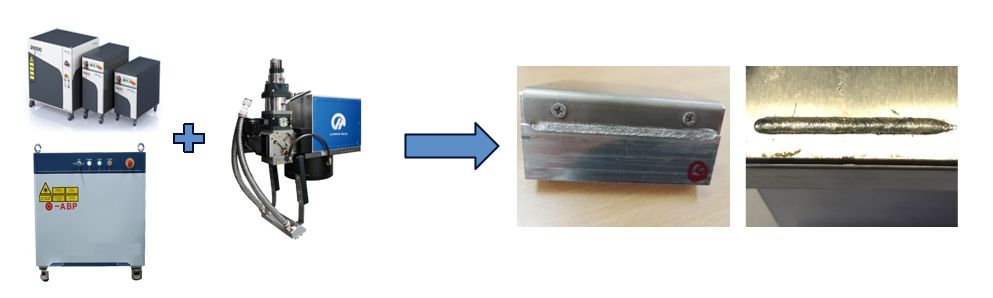
| Материал корпуса аккумулятора | Мощность лазера | Модель сварочной головки сканера | СваркаСила |
| Алюминий 5 серии и 6 серии | 4000 Вт или 6000 Вт | ЛС30.135.348 | 10000Н/80мм |
Более подробную информацию вы можете получить, обратившись в наш отдел продаж.